光和产品分类PRODUCTS
联系我们Contact Us
深圳市光和精密自动化有限公司
地址:深圳市宝安区福海街道新田工业区28栋
手机:18962656840
电话:0755-27390823/4/5
传真:0755-27390823/4/5-608
邮箱:guanghe@guanghe-eqp.com
网站:http://www.guanghe-eqp.com
您当前的位置:首页 > 我们的服务 > 常见问题 > 常见问题
- 热压机焊锡工艺常见问题
- 热压机焊锡工艺常见问题主要有以下几方面:
1、引脚中心距与金手指间隙的选择
2、引脚可焊接长度(即压接面宽度)
3、两物料金手指宽度大小与开孔要求
4、对有铺铜及易散热引脚的处理
5、对定位精度的处理
6、对引脚旁边及反而元件的设计
7、锡膏量选择及钢网设计
1、当两引脚pitch<0.8mm时建议使用ACF工艺焊接,引脚中心距与间隙选择
a、一般情况下,用于焊锡工艺的两物料引脚中心距要大于等于1mm,因为大间距可保证产品不易因锡球造成短路。
如因产品空间不足,pitch也可选择在1mm以下,但不能小于0.8mm,此情况下采用焊锡工艺往往会降低良品率,如果要保证较高良品率,必须对引脚设计及焊锡量的选择有足够的经验。
b、金手指之间的间隙一般大于等于0.5mm,约为引脚中心距的二分之一,PCB金手指的长度一般为2-4mm
2、引脚可焊接长度(即压接面宽度)
a、引脚的焊接长短关系到产品压接后牢固性,理想长度为1-3mm
b、FPC上金手指长度比PCB上金手指长度一般短0.5-1mm
c、当焊接引脚长度较小时,产品压接面相应也较小,易造成压头温度较难传到焊锡上引起假焊;且相应的压头压接面积也会很小,因此压头下压时产生的应力较为集中,如切刀一般下压,更易压伤产品金手指。另外,即使焊好了的产品因压接面较小,也影响了焊接剥离强度。
d、验证剥离强度是否合适的简单方法:拿一片压接好的产品,左手按住PCB,右手相对垂直PCB的方向,均力上拉FPC。如果FPC上的金手指完全或部分脱落,留在PCB上金手指未脱落,说明需要找原因(如压接温度不够等)
…………
有关热压机焊锡工艺问题请查看PDF文档。
- 脉冲压焊机常见问题
- 一、引脚中心距与间隙选择
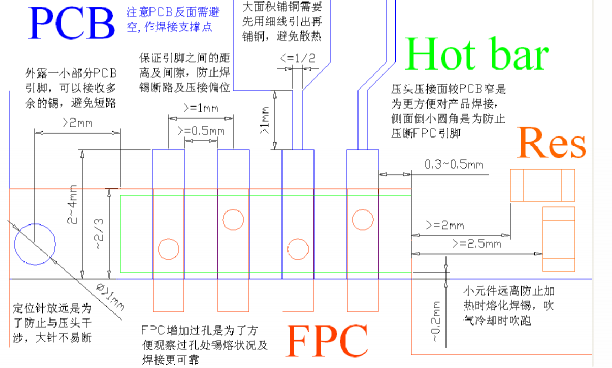
1、一般情况下,用于焊锡工艺的两物料引脚中心距(pitch)要≥1.0mm,因为大间距可保证产品不易因锡球造成短路。如因产品空间不足,pitch也可选择在1.0mm以下,但不能<0.8mm,此情况下采用焊锡工艺往往会降低良品率,如果要保证较高良品率,必须对引脚设计及焊锡量的选择有足够的经验。最先进的脉冲热压焊技术 www.gzbe.net2、金手指之间的间隙一般≥0.5mm,约为引脚中心距(pitch)的二分之一;PCB金手指的长度一般为2~4mm二、引脚可焊接长度(即压接面宽度)1、引脚的焊接长短关系到产品压接后牢固性,理想长度为1~3mm。2、FPC上金手指长度比PCB上金手指长度一般短0.5~1mm3、当焊接引脚长度较小时,产品压接面相应也较小,易造成压头温度较难传到焊锡上引起假焊;且相应的压头压接面积也会很小,因此压头下压时产生的应力较为集中,如切刀一般下压,更易压伤产品金手指。另外,即使焊好了的产品因压接面较小,也影响了焊接剥离强度。4、验证剥离强度是否合适的简单方法:拿一片压接好的产品,左手按住PCB,右手相对垂直PCB的方向,均力上拉FPC。如果FPC上的金手指完全或部分脱落,留在PCB压接位,说明产品剥离强度正合适;如果FPC上金手指未脱落,说明需找原因(如压接温度不够等)!最先进的脉冲热压焊技术 www.gzbe.net三、两物料金手指宽度大小与开孔要求1、一般上层金手指宽度<=下层金手指宽度,也可以选相同宽度。2、如FPC的引脚上有开孔的话,孔位设计应在压接部位范围之内。开孔直径Ø一般为<=1/2金手指宽。3、在FPC的引脚上有开孔,主要是方便观察焊接效果,一般在孔周围有一圈溢锡,说明焊接效果较好!由于我们的压头下压时,十分平整,并有一定压力压紧产品,所以要求过孔完全透锡是不可能的,一般透锡量较大说明压头平整度不良或有赃物,需要调试或清洁!最先进的脉冲热压焊技术 www.gzbe.net四、对有铺铜及易散热引脚的处理1、对有铺铜的引出线要先用较细的走线布出再接铺铜,避免铺铜散热造成铺铜脚假焊不良2、地线铜箔:应采用细颈设计,避免地线铜箔散热过快,细颈最好小于金手指宽,需引出1~2mm长后再接入大块铜箔。五、对定位精度的处理1、当Pitch间距较大时(>=1.0mm),可考虑选择用定位针进行对两物料对位。开定位孔时选择相同大小或下层孔较上层孔大一些。此方法可提高产能及降低生产成本。2、定位针的直径一般选1.5mm,位置在FPC金手指的下方两侧,如果定位孔在金手指的两侧,则要注意孔与压头的间距,一般大于2mm 最先进的脉冲热压焊技术 www.gzbe.net六、对引脚旁边及反面元件的设计1、通常距压接面2mm之内不允许有其它元器件,以避免热压焊接时熔化较近小元件的焊锡,在压头风冷吹气时吹飞这些小元件。如果空间不允许,小元件可以事先点红胶处理。2、通常需压接部分反面不放置元件或尽可能少放元件,主要是产品压接时底部需要支撑面,避免热压时产品压弯变形,对较薄多层PCB影响更大。金手指变形拉长易断!七、锡膏量选择及钢网设计1、在锡膏量选择方面可从两方面去控制(锡少会有焊接不牢固现象,锡多易造成连锡短路),在PCB上刷锡膏或选择喷锡工艺,锡量约0.03~0.1mm厚2、根据产品及设计选择合适锡量,可控制钢网开孔大小限制锡膏量最先进的脉冲热压焊技术 www.gzbe.net光和精密脉冲压焊机的特点:1、采用先进的段控控温系统,可灵活设置各段加温状态。对温度、时间等参数能高精度地加以控制。2、升温迅速稳定、局部瞬时加热方式能良好地抑制对周围元件的热影响。3、加压时通电加热和断电冷却同时进行、防止了结合部浮起、虚焊。最适合于柔性材、线材的热压焊、焊锡焊接及树脂粘结。4、显示各阶段的温度。5、热电偶的闭环在线反馈控制提高温度的精确度,温控精度在3%左右。6、焊接压力、焊接时间、焊接温度可精确调节。7、可存贮20组焊接参数更换产品时非常方便。8、多个焊点一次完成,效率高、一致性好、焊接强度高、焊点美观、操作简单。9、10万次的焊头寿命,为贵客户创造价值.10、响应速度快。由于采用了较高的逆变频率(4kHz),通电时间控制周期为0.25ms,比通常交流焊机的20ms提高80倍,控制精度明显提高。与电容储能焊机相比,无需充放电,可控性明显增强,特别适合于精密件的焊接和高质量、高精度、高速度焊接。特别适用于FPC TO PCB / HSC(斑马纸) TO FPC(柔性线路板)/ HSC TO LCD /TAB TO PCB 斑马条TAB等产品的焊接.
- 触摸屏贴合机中常见问题解决
- 目前展望兴产品是PLC或者是单片机控制达的工业自动化产品,主要是用于手机屏贴合设备触摸屏贴合机上的控制设备之一。在操作使用的过程中,新手常常会遇到一些问题难以解决的。那现在我们介绍一下触摸屏贴合机常见的问题解决方法:
首先我们得从安装开始,我们必须要按照展望兴科技技术人员所给的安装图进行安装,把空压机的管子接于贴合机后面的过滤器上,然后真空泵的电源插在触摸屏贴合机的后面,这个是常常很多人都会犯错的地方,为什么说触摸屏贴合机在运作的过程中总会出现下压后没办法起来,这个是因为我们的用户把真空泵的电源插在了排插上面,那我们的设备就无法识别操作,无法破真空了,这样子就会误以为是设备出现了故障。
在使用的过程中,如果我们发现触摸屏贴合机上膜不会下压
1、检查真空泵的电源是否开启
2、检查抽真空的时间参数是否正确
3、检查真空泵的油是否有添加合适
4、真空表的数值是否调整到合适的参数,例如高原气候的话,我们的参数需要调整到-70~85之间,其余地区正常-95就可以了。
总结的问题的话:
1、电源是否通电
2、气体是否通气
3、真空度是否达到指定参数
4、是否机器存在问题。


